Qingdao Xiangmao Machinery Manufacturing Co., Ltd.





Полностью автоматическая горизонтальная машина для стрельбы песчаными и ракушечными стержнями
Модель серии Z86
Продукты DETAILS
Полностью автоматическая горизонтальная машина для стрельбы песчаными и ракушечными стержнями
| проект | Z8610BF | Z8613B | Z8613BF | Z8615B | Z8615BF | Z8616BF | Z8618B |
| Размер шаблона (mm) | 620*300 | 660*330 | 920*320 | 620*400 | 680*420 | 760*460 | 900*600 |
| Максимальный вес ядра (KG) | 20 | 20 | 20 | 20 | 20 | 20 | 20 |
| Объем ведра с песком (KG) | 200 | 200 | 200 | 200 | 200 | 200 | 200 |
| метод нагрева | Электрическое отопление | ||||||
| Мощность электрического нагрева (KW) | 25 | 25 | 25 | 25 | 25 | 25 | 25 |
| Давление в системе(Mpa) | 0.55-0.65 | 0.55-0.65 | 0.55-0.65 | 0.55-0.65 | 0.55-0.65 | 0.55-0.65 | 0.55-0.65 |
| Метод работы | Ручной/Одна неделя | ||||||
| наименование товара | Машины для стрельбы по сердечникам | ||
| Применяется к каждому материалу | литье, металлические детали, профили и т. д. | ||
| Применимая отрасль | машиностроение, литейное, кузнечное, механическое и сталелитейное производство | ||
| функция | производственная песчаная форма | ||
| Напряжение | 380V/50HZ or 220V/60HZ | Гарантия | Один год |
| Власть | Electricity | Сертификат | ISO 9001 |
| Модель | Серия Z86 | PLC | Сименс, Омрон |
| Производительность | Индивидуальные | Низкое напряжение | Шнайдер |
| Состояние | Новый | Бренды | XiangMao |
| Цвет | Индивидуальные | Размер | Индивидуальные |
| Метод очистки | Автоматический | Электрическая система управления | Автоматическое обнаружение, автоматическая сигнализация и автоматическое отключение. |
| Материал | Металл/катушка | Источник | Shandong, China |
| Чистящий материал | дробеструйная сталь/ дробеструйная дробь/резка проволоки и т. д. | Послепродажное обслуживание | Инженеры, доступные для обслуживания техники |
|
Если у вас есть какие-либо вопросы или сомнения. Пожалуйста, не стесняйтесь обращаться к нам. |
|||
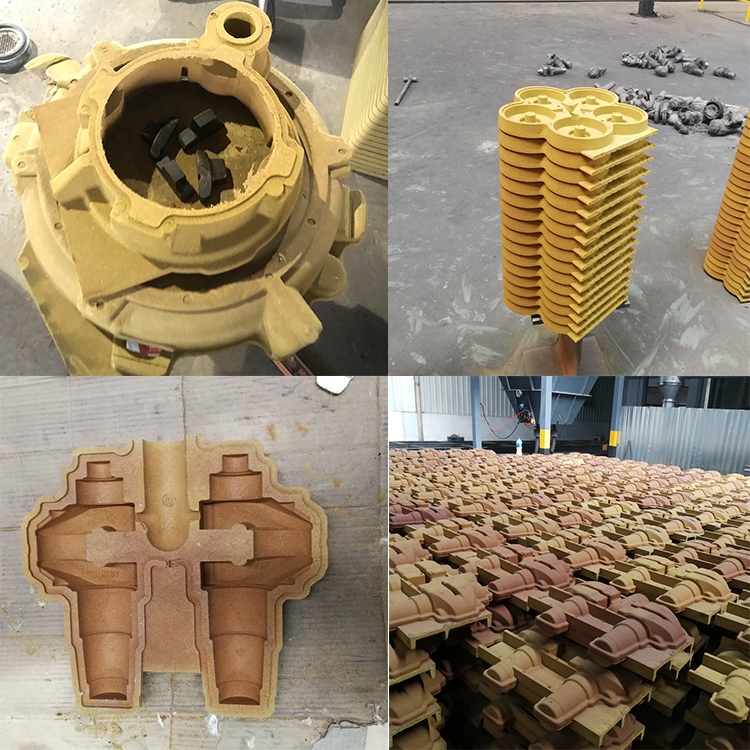
Принцип работы машины для стрельбы стержнями заключается в использовании газа под высоким давлением или механической силы для выталкивания материала песчаного стержня в форму для формирования стержня желаемой формы. Обычно это предполагает смешивание определенных материалов песчаного стержня и напыление их на стержневой диск или форму, которые затем отверждаются и обрабатываются для формирования прочного стержня. Структура пресс-формы: стержневые устройства обычно включают в себя стержневой диск или форму, имеющую желаемую форму стержня. Материал сердцевины из напыленного песка заполняет форму и образует желаемую внутреннюю структуру. Материал песчаной сердцевины: обычно используется специальный материал песчаной сердцевины, например, сырой песок, сухой песок или химически затвердевший песок и т. д., в зависимости от конкретных требований к отливке и характера заготовки. Применимые отрасли: Машины для стрельбы стержнями широко используются в литейной промышленности, включая литье чугуна, литой стали, алюминиевых сплавов и других металлических заготовок.

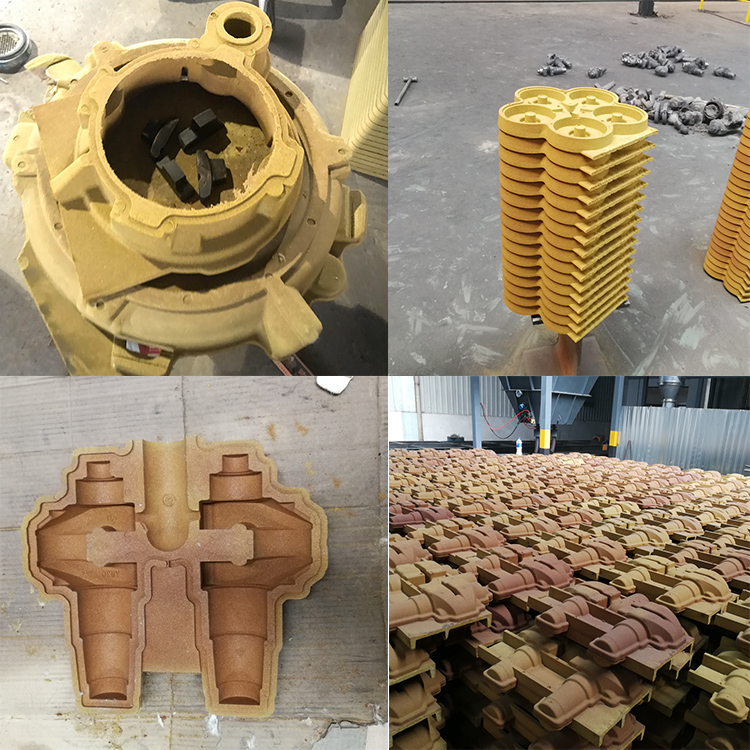



Керновой песок впрыскивается в стержневой ящик на высокой скорости, вызывая внезапное расширение ограниченного объема сжатого воздуха. Таким образом, процесс заполнения связан с определенным уплотнением материала формы. В зависимости от программы в холодные или горячие стержневые ящики можно впрыскивать как влажные, так и сухие формовочные материалы. Ниже приведен пример изготовления стержней с использованием процесса холодного стержневого ящика, иллюстрирующий принцип работы стержневой машины: после подготовки камеры машины в нее подаются материалы формы. Затем они выстреливаются в стержневой ящик. Стерновой ящик гидравлически закреплен, чтобы предотвратить его перемещение во время закачки и надувания. Зажимные и съемные устройства можно менять так, чтобы стержневой ящик можно было использовать как вертикально, так и горизонтально. Материал формы впрыскивается с помощью литьевого устройства и прижимается к стержневому ящику, а затем вводится закалочное устройство для выполнения процесса закалки. Затем начинается процесс разделения. Поворот подвижной части стержневого ящика выталкивает стержень из цельной части стержневого ящика на конвейерную ленту (пленку). Формовочные инструменты могут быть изготовлены из дерева, пластика или металла. Выбор материала зависит от размера коллекции. Выпускная пластина должна быть хорошо герметизирована и сконструирована так, чтобы затвердевающий газ мог равномерно проникать во все области сердцевины. В стержневом ящике необходимо установить вентиляционные отверстия, чтобы обеспечить хорошую и равномерную вентиляцию стержневого материала. Чем больше вентиляционное сечение, тем меньше сопротивление потоку при сдувании и тем быстрее затвердевает сердечник. Стержневой ящик должен быть сконструирован таким образом, чтобы вентиляционное сечение (вентиляционное отверстие стержневого ящика) занимало от 3 до 5% поверхности стержневого ящика.
Принцип работы машины для стрельбы стержнями заключается в использовании газа под высоким давлением или механической силы для выталкивания материала песчаного стержня в форму для формирования стержня желаемой формы. Обычно это предполагает смешивание определенных материалов песчаного стержня и напыление их на стержневой диск или форму, которые затем отверждаются и обрабатываются для формирования прочного стержня. Структура пресс-формы: стержневые устройства обычно включают в себя стержневой диск или форму, имеющую желаемую форму стержня. Материал сердцевины из напыленного песка заполняет форму и образует желаемую внутреннюю структуру. Материал песчаной сердцевины: обычно используется специальный материал песчаной сердцевины, например, сырой песок, сухой песок или химически затвердевший песок и т. д., в зависимости от конкретных требований к отливке и характера заготовки. Применимые отрасли: Машины для стрельбы стержнями широко используются в литейной промышленности, включая литье чугуна, литой стали, алюминиевых сплавов и других металлических заготовок.

Категория продукта
Связаться с нами
Промышленный парк Haixi Road, район Хуандао, Циндао, Китай